Calculating A Rolling Offset In Sheet Metal
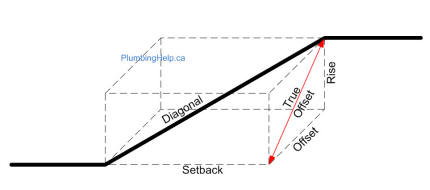
Rolling Offset Formula Plumbing Helpplumbing Help

Bending Formulas Conduit Bending Home Electrical Wiring Electrical Wiring

Pin On Isometric Drawing
Rolling Offsets Run

Create Sheet Metal Offsets

Click Expressed Basic Welding Techniques Welding Metal Art Welded Welding And Fabrication
And by having t and the sheet thickness t we can calculate the k factor as follow.
Calculating a rolling offset in sheet metal.

Part One Of The Rolling Offset Youtube

Metal Pitcher Layout Sok Pa Google Caldereria Imagenes De Metal Geometria Descriptiva

Development Of Surfaces Caldereria Geometria Descriptiva Disenos Geometricos

Pin On Rocket Stoves



Bending Sheet Metal Formulas Sheet Metal Fabrication Sheet Metal Formula

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication
Pipe Trades Pro Advanced Pipe Trades Math Calculator

Pin On Branch

Pin On Ideas For The House

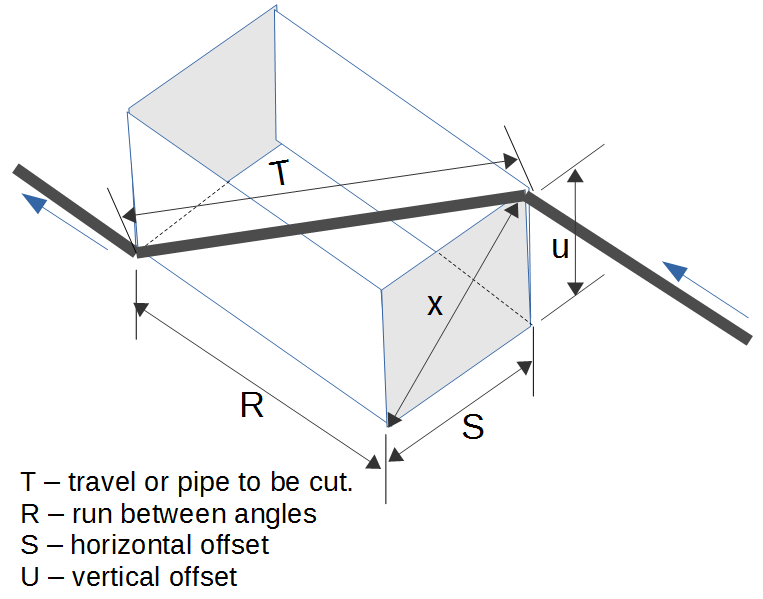
Isometric Style Configuration Rolling Offset Depiction

Calculating A 45 Degree Offset Piping System Youtube

Pin On Sheet Metal

Imagen Relacionada Sheet Metal Fabrication Metal Projects Sheet Metal Work

Isometric Style Configuration Rolling Offset Depiction

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial

Simple Rim Offset Picture Repair Car Mechanic Automotive Repair
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcscdy Boyr1guvnbivhdgz0y6a4bc2s O4u3czkofjjd8zvqiaa Usqp Cau

Press Brake Tooling Information On Globalspec Press Brake Tooling Sheet Metal Work Press Brake

Emt Conduit Bend Radius Chart Rigid Conduit Bend Radius Chart In 2020 Conduit Bending Emt Diy Electrical

Pin On Trike Motorcycle

Except Our Main Products Standard Tools And Cnc Machine Tools Guolin Also Has Been Developing Sheet Metal Tools Metal Bending Tools Metal Fabrication Tools

48 Long By 24 Diameter Reverse Flow Square Fire Smoker Plans Build A Smoker Smoker Designs
Source : pinterest.com
