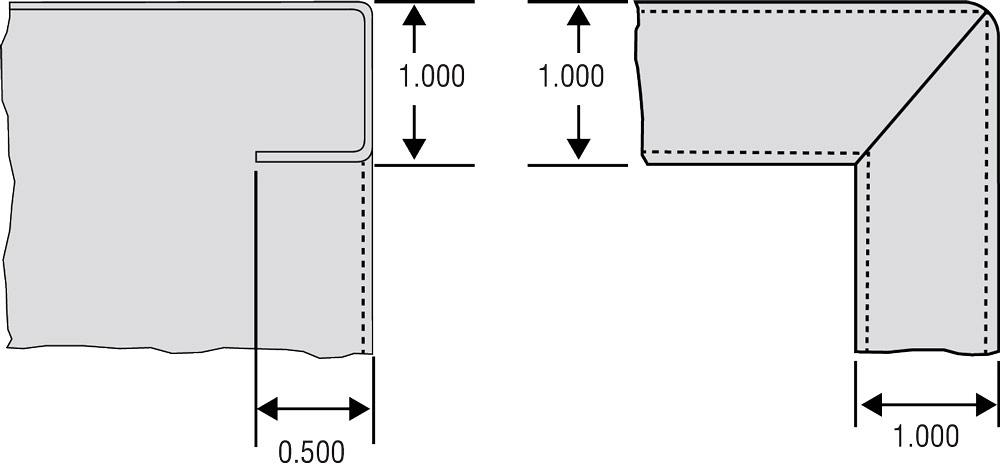
Calculating Layout Sheet Metal Corner Radius Bend

Layout And Forming Part One

Layout And Forming Part Four

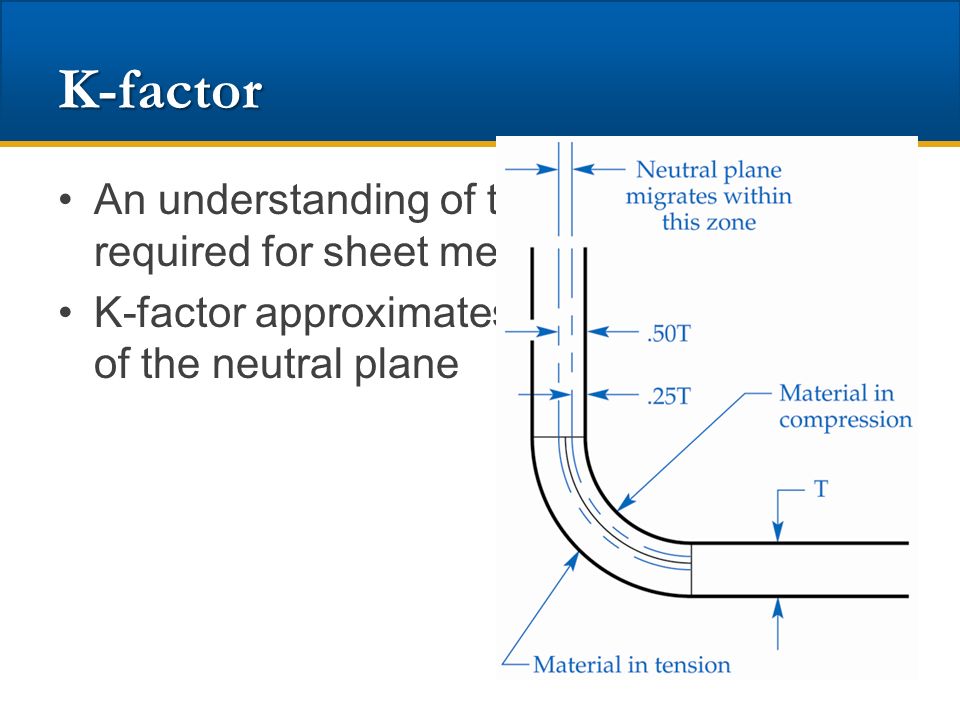
Analyzing The K Factor In Sheet Metal Bending

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Bend Allowance Sheetmetal Me
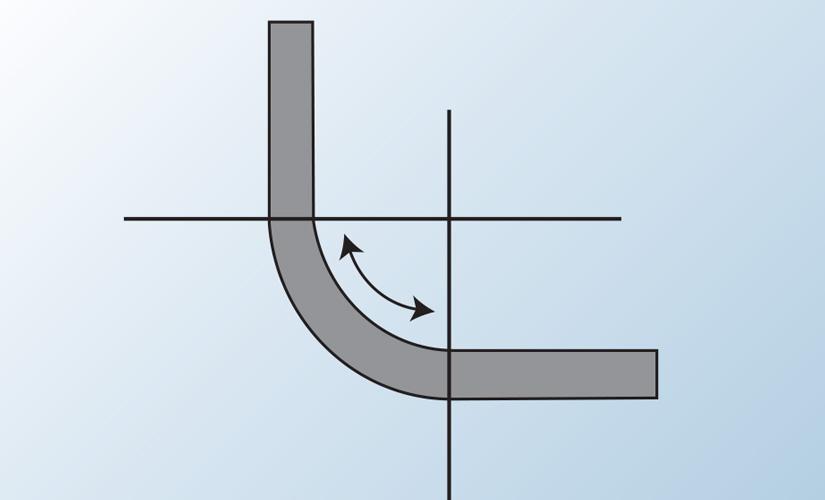
90 degrees bend angle.
Calculating layout sheet metal corner radius bend.

Pin On Mechanical Insulation

Press Brake Square Bend Deductions Sheet Metal Work Press Brake Metal Bending

Pin On Press Brake Tooling

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
Precision Sheet Metal Bending Bump By Bump

Minimum Versus Recommended Inside Bend Radius

Sheet Metal Options

Sheet Metal Bending Process Machine Sales Sheet Metal Sheet Metal Work Metal Bending

This Is A Great 9 Page Pdf Entitled Bendworks The Fine Art Of Sheet Metal Bending This Is A Basic Sheet Metal Metal Bending Sheet Metal Fabrication

What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Sheet Metal Design Guide Geomiq

K Factor Sheetmetal Me
21 Precision Sheet Metal Parts 21 Precision Sheet Metal Parts Ppt Video Online Download

Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial
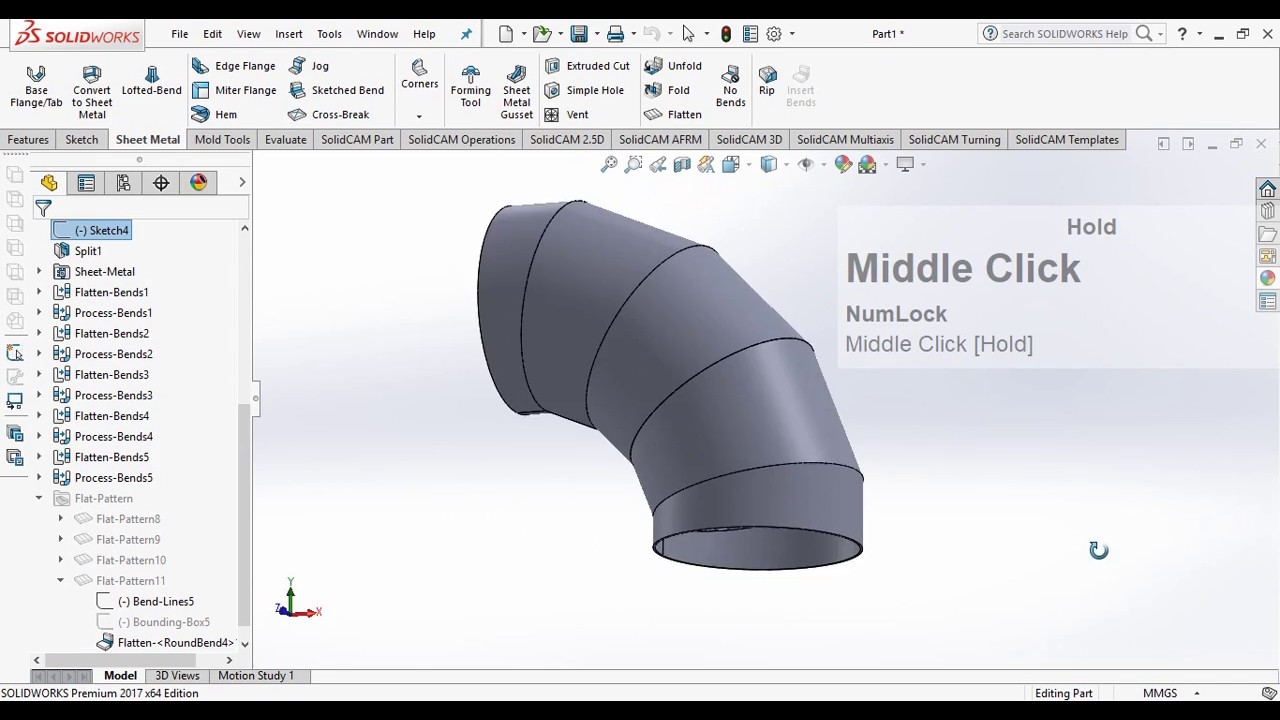
Development Steel Elbow Miter Bend Flat Pattern In Solidworks Sheet Metal Youtube

Sheet Metal Design Guide Bending Analyze From 8 Aspects Machinemfg

Sheet Metal Bending Hand Brake Machine Box And Pan Brake Sheet Metal Fabrication Sheet Metal Metal Tool Box
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctf5 Nxksu4pilv5ywyfyl1 Wjg1jit Cavw4ekf14vx5cfm6oo Usqp Cau

Sheet Metal Drafting Chapter 3 Wikisource The Free Online Library

Inventor Sheet Metal Folds Youtube
Press Brake Bending And The Notch A Deeper Dive

Software Solutions For The Sheet Metal Industry

Bending Metalworking Wikipedia
Source : pinterest.com
